Mikroprotsessor plasmapõleti kõrguse juhtimine lõigatud materjali kohal, mis põhineb plasmalõikuri tekitatud pingemuutuste analüüsil. Loetava LED-ekraani ja nuppudega varustatud juhtimine on väga lihtne ega vaja täiendavaid mõõteseadmeid. Koostöö nt MACH programmiga. EMC2. CNkonv. Süsteem töötab mis tahes plasmalõikuriga korrektse ühenduse korral.
Pilot Arc Voltage Eliminator – süsteem, mis vastutab võimalike elektroonikale ohtlike vahelduvvoolu “kontaktide” kõrvaldamise eest. mis võib pärineda kõrget pinget genereerivatest kontaktivaba kaarsüütega (HV / HF pilootkaar) plasmaallikasüsteemidest või kontaktkaare süütesüsteemiga varustatud plasmalõikuritelt tuleva ülepinge tõttu.
Main Arc Voltage Divider – lõikuri töötamise ajal annab elektroonikale ohtliku pinge. mis jaotussüsteemis on langetatud ohutu väärtuseni.
Filtrisüsteemid on kiired filtrid, mis kõrvaldavad segavad signaalid.
Mikroprotsessoriplokk saab peamise lõikekaare filtreeritud ja skaleeritud pinge. See on seadme kõige olulisem plokk. Selle “aju” on programmeeritud mikroprotsessor. mis lisaks lõikepinge parameetrite analüüsile ja väljundploki sobivale juhtimisele toetab ka LED-ekraani ja funktsiooniklahve.
Sisseehitatud impulss-toiteallikas tagab töö laias valikus toitepingetel, ilma et oleks vaja soojust oma komponentidelt hajutada.
Toiteplokk on ülejäänud süsteemist eraldatud, mis võimaldab selle toiteks kasutada olemasolevate süsteemide pinget.
Relee väljundsüsteem millega on ühendatud arvuti kontrollerid/sisendid, nt CNC plasma telje mootori juhtimiseks.
Seadme peamised parameetrid:
- Toitepinge (V): 4,5 – 35V DC
- Maksimaalne toitevool: 120mA
- Maksimaalne sisendpinge: 300V DC
- HV / HF ioniseeriva pinge kõrvaldamise võime: 20kV
- HV / HF ioniseeriva sageduse kõrvaldamise võime: 10 kHz
- Töötsükkel (%): 100%
- Kõrg-/kõrgsageduse kõrvaldamise töötsükkel (%): 100%
- Relee kontaktide koormus: 1,25A / 60V DC
- Releede eluiga: koormusel 5V / 10mA 500 000 000 tsüklit
- Kaitseaste: IP20
- Kaal (g): 180g
- Välismõõtmed (laius / pikkus / kõrgus) [mm]: 33/89/65
- Paigaldusmeetod: DIN35 siin
Ühendusmeetod:
Kontrolleri jaotus:
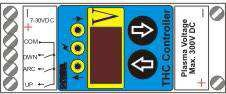
Plasmaallika väljundpinge tuleks ühendada seadme sisend-/mõõteklemmidega, mis on korpusel märgitud kui “Plasma pinge”, ja minimaalne juhtmeisolatsiooniaste tuleks valida vastavalt maksimaalsele pingele väljundklemmidel. plasmalõikuri pinge tuleks täpsustada plasmaallika dokumentatsioonis. Plasmaagregaadi (plasmaallika) väljundpinge all tuleb mõista pinget, mis tekib lõikamise ajal lõigatava materjali ja plasmapõleti elektroodi vahel. Pöörake tähelepanu ühendatud pinge polaarsusele – pöördühendus ei kahjusta süsteemi, kuid seade ei tööta.
Süsteemi toiteallikas tuleb ühendada toiteklemmidega. Polaarsust + / – tuleb järgida:

Juhtimisväljundite kirjeldus:
COM-klemm on väljundreleede ühine klemm, mis on ühendatud seadme sees olevate releekontaktidega vastavalt seadme korpusele asetatud skeemile (ülaltoodud joonis).
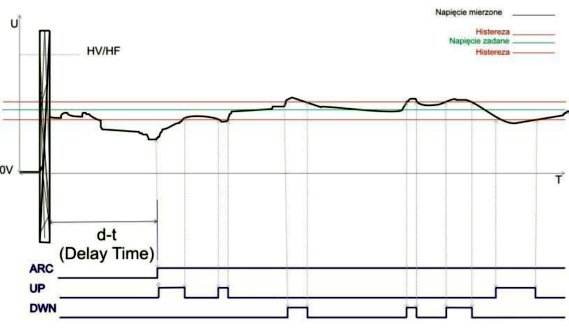
ARC-klemm on ühendatud siserelee NO-kontaktiga. mis aktiveeritakse pärast pea- / lõikekaare süüte tuvastamist.
UP-klemm on ühendatud siserelee NO-kontaktiga (tõstesignaal). mis lülitub sisse, kui mõõdetud pinge on seatud pingest madalam, millest on lahutatud hüstereesipinge poole võrra.
DWN-klemm on ühendatud siserelee NO-kontaktiga (allasignaal ). mis lülitub sisse, kui mõõdetud pinge on kõrgem seatud pingest, mida suurendatakse poole võrra hüstereesipingest.
Toimingu algoritm:
Kasutuselevõtt ja töökord:
Seade on tehases eelkonfigureeritud ja pärast õiget ühendamist töötab see kohe korralikult enamiku plasmaseadmetega.
Pärast THC-kontrolleri toiteallika sisselülitamist peaks ekraanil mõnda aega ilmuma “thc” ja 1 sekundiks peaks vilkuma seadistatud pinge väärtus. Seade läbib automaatse kalibreerimise. Töövalmis seade kuvab “- – -“, mis tähendab. et sisendis pole pinget.
Selles olekus saate “üles ja alla” nuppude abil muuta seadistatud pinget ja seega ka põleti seatud kõrgust materjali kohal. Üksainus lühike vajutus kuvab seadistatud väärtuse ilma seda muutmata
Muude parameetrite määramiseks hoidke mõlemat nuppu samaaegselt all, kuni ekraanile ilmub vajalik parameeter – peale nuppude vabastamist kuvatakse selle väärtus – kasutage soovitud väärtuse määramiseks üles/alla nuppe:
“HYS” (Hysteresis) – hüstereesi pinge – see on mõõdetud pinge “hargiulatus”, mille puhul UP / DOWN 2-100 V juhtsignaale ei väljastata
“d – t” (Delay Time) – väljundite aktiveerimise viiteaeg pärast põhikaare tuvastamist süsteemi poolt 0,1 – 9,9 s
“H – U” (High Voltage (U)) – väärtust määrav suurus plasmapõleti tühikäigupinge tuvastamiseks – seda kasutatakse põhi (lõike)kaare katkemise tuvastamiseks 50-250V
“tSt” (Test) – kontrolleri töö simulatsioon – süsteem simuleerib “ujuva” pinge tekkimist seatud väärtuste piires – see aktiveerib sisendid, mis võimaldab hõlpsalt testida edasisi automaatikasüsteeme ilma vajaduseta sisse lülitada. plasmapõleti.
Plasmalõikuri käivitamisel kuvatakse ekraanil mõõdetud pinge väärtus ja LED-id näitavad juhtväljundite hetkeseisu. Mõõdetud väärtuse kiire vilkumine näitab, et on tuvastatud juhtkaar. pidev ekraan näitab peamise (lõike)kaare tuvastamist.
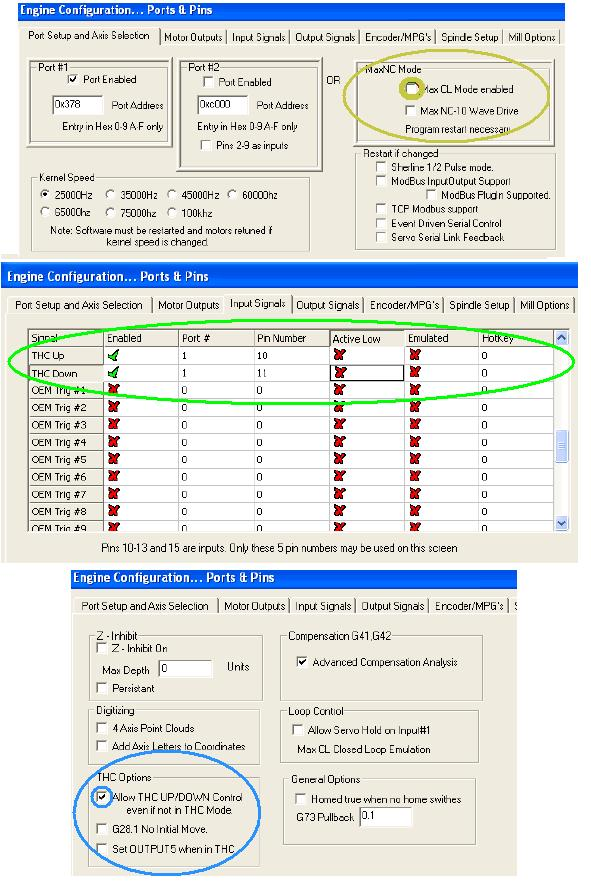
MACH 3 konfiguratsiooni näidis