





Sherman DIGITIG Pulse AC / DC 200GD uusima põlvkonna keevitusseade, mis on mõeldud professionaalseks kasutamiseks. See on valmistatud IGBT-tehnoloogias ja varustatud digitaalse juhtimisega. Seda kasutatakse terase ja värviliste metallide käsitsi TIG-keevitamiseks alalis- ja vahelduvvooluga. Seade on varustatud ka MMA-keevitamise võimalusega (kaetud elektrood).
Keevitust kasutatakse laialdaselt nii tootmise kui ka hooldustööde puhul.
Keevitusseade võimaldab kaare- ja impulsiomaduste keevitusparameetrite digitaalset reguleerimist ja juhtimist.
HF-süüde (kontaktivaba), funktsioon 2T / 4T ja keevitusvoolu näidik.
Seadmel on viimase seadistuse mälu, s.t pärast selle väljalülitamist ja uuesti sisselülitamist taastatakse viimased seatud parameetrid ning võimalus salvestada 10 impulsside ja keevitusvoolu parameetrite sätet.
Komplektis:
Tig keevituspõleti T-26 / 4m
maandusjuhe
MMA elektroodkäpp ja kaabel
Tehnilised parameetrid – TIG-keevitusseade
Keevitusvool [A] 200
Keevitusvoolu vahemik [A] TIG: 10-200A / MMA: 10-180A
Keevitusvool AC / DC
Praegune [A] / töötsükkel [%] TIG: 200 A / 40%; MMA: 180 A / 40%
Energiatarve MMA: 6,6 kVA, TIG: 4,2 kVA
Võimsus [V] 230
Tühikäigu pinge [V] 59
Funktsioonid – TIG-keevitusseadmed
Jahutusgaas
Pulsfunktsioon Jah
Kaaresüüde HF – kontaktivaba
2T / 4T funktsioon Jah
Töötleb TIG / MMA-d
Kaare jõu funktsioon: Jah
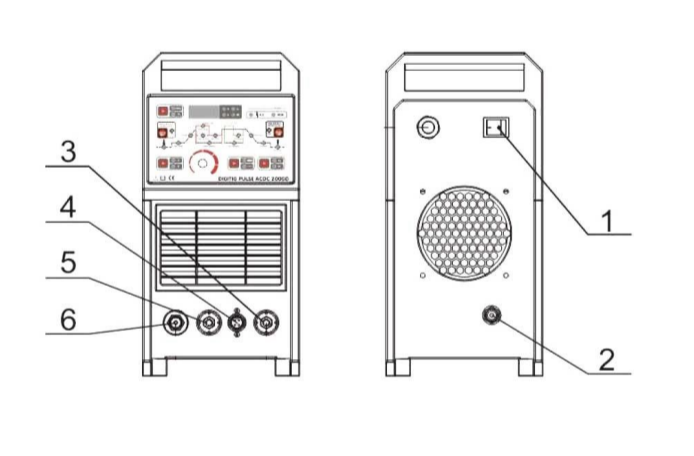
4.1 Eestvaade
- Toitelüliti sisse/välja
- Gaasivarustuse sisselaskeava
- Ühenduspesa ( +)
- Põleti juhtpistik
- Kaitsegaasi ventiil
- Ühenduspesa ( -)
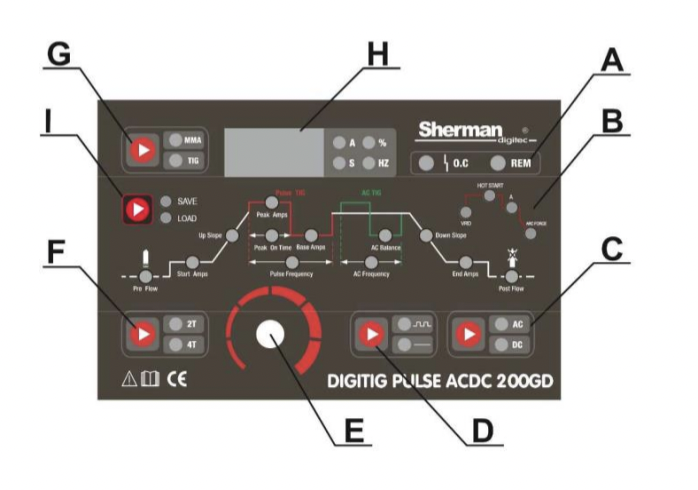
4.2 Juhtpaneel
- Ülekuumenemine ja kaugjuhtimisrežiimi näidik
- MMA parameetrite reguleerimine
- vahelduvvoolu/alalisvoolu valik
- impulsi sisse- ja väljalülitusnupp
- reguleerimisnupp
- 2T/4T valikunupp
- keevitusprotsessi valija
- aktiivse parameetri indikaator/väärtuste ekraan
- Salvesta ja lae eelmääratud profiil
4.2.B Keevitusparameetrite juhtpaneel
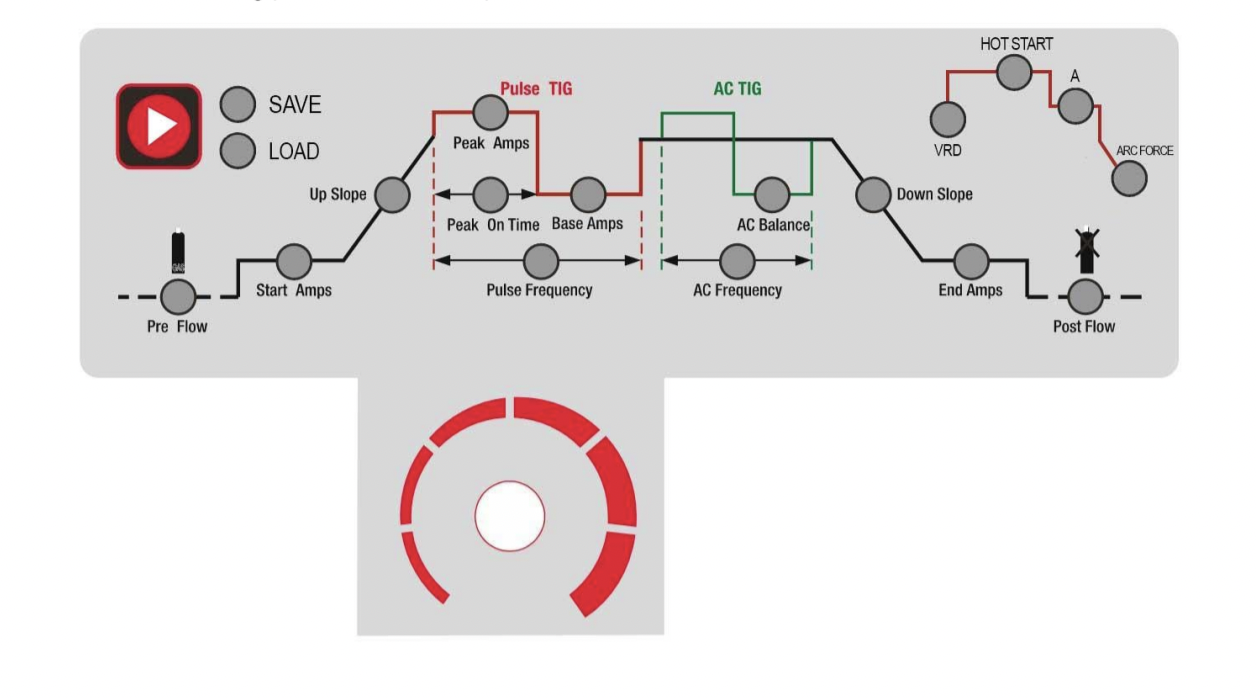
Keevitusparameetrite reguleerimine
Soovitud parameetri väärtuse muutmiseks tuleb see valida, vajutades valikunuppu ja seejärel keerates valida konkreetne väärtus. Praegu valitud parameetrit näitab vastav LED -tuli. LCD -ekraan näitab parameetri tegelikku väärtust, reguleerimisnupu paremale pööramine suurendab väärtust, vasakule pööramine vähendab seda. Valiku kinnitamiseks vajutage nuppu. See liigub automaatselt järgmisele parameetrile.
Seadete mälu
Seadmel on mälumoodul kuni 10 keevitusparameetrite seadistuste komplekti salvestamiseks. Samuti hoiab see pärast seadme väljalülitamist mällu viimati kasutatud seaded.
Konkreetse seadistuste kogumi salvestamiseks vajutage SAVE/LOAD nuppu 3 sekundit. “Salvesta” LED -indikaator süttib. See tähendab, et saate oma seaded salvestada ühe komplekti numbri alla 1 kuni 10. Seadistatud numbri muutmiseks kasutage reguleerimisnuppu. Pärast soovitud numbri valimist vajutage selle salvestamiseks nuppu. Pidage meeles, et kui salvestate oma seaded varem kasutatud numbri alla, kirjutatakse varasemad seaded üle.
Konkreetse seadete komplekti taastamiseks seadme mälust vajutage nuppu SAVE/LOAD ja vabastage see. Kui laadimisindikaator süttib, valige reguleerimisnupuga soovitud seadistusnumber ja vajutage selle laadimiseks nuppu.
4.2.C Vahelduvvoolu/alalisvoolu valik
Vajutage nuppu, et valida vahelduvvoolu ja alalisvoolu vahel. Märgutuli näitab parajasti valitud voolu.
4.2.C Pulse Impulsi sisse-/väljalülitusnupp
Vajutage nuppu, et valida impulsiga ja ilma keevituse vahel. Märgutuli näitab parajasti valitud režiimi.
4.2.E Reguleerimisnupp
Keerake reguleerimisnuppu valitud parameetri väärtuse muutmiseks. Selle paremale pööramine suurendab väärtust, vasakule pööramine vähendab seda.
4.2. 2T/4T valikunupp
Nupp on aktiivne ainult TIG -protsessi kasutamisel. Valitud režiimi näitab LED -tuli. 2T režiimis on toiming üsna lihtne. Põleti lüliti aktiveerimine 2T režiimis on lihtsalt lüliti vajutamine ja all hoidmine ning masin töötab masinapaneelil eelseadistatud sätetega.
4T seadistus on pisut keerulisem, kuna teil on kontroll keevitus tsükli etappide üle ning iga etapi algus ja lõpp. Töötamiseks vajutage ja hoidke põleti lülitit all. Eelvool ja käivitusvool peaksid algama. Selle aja jooksul hoiate lülitit endiselt all. Kui lomp hakkab arenema, võite lüliti vabastada ja põleti alustab automaatselt eelseadistatud tõusu tsüklit, kuni see saavutab täisvõimsuse. Keevisõmbluse lõpetamiseks puudutage ja hoidke lihtsalt lülitit uuesti all ning põleti alustab langus tsüklit ja jätkab lõppvoolu faasiga, mis võimaldab kraatrit täpselt täita ilma üle sulamata.
4.2.G Keevitusprotsessi valija. Keevitusprotsessi valiku nupp. Hetkel valitud protsessi näitab LED -tuli. MMA – keevitamine kaetud elektroodiga. TIG – keevitamine volframelektroodiga kaitsegaasi atmosfääris.
4.2.H Aktiivse parameetri indikaator / väärtuste ekraan Digitaalne ekraan näitab valitud parameetri tegelikku väärtust. Konkreetse parameetri korral süttib vastava seadme LED -indikaator. Pärast masina käivitusekraani kuvatakse laadimiseks “LL”. “Err” viip näitab seadme probleemi või ülekuumenemist.
1.1 Ülekuumenemiskaitse moodul
Seade on varustatud ülekuumenemiskaitsega. Kui keevitaja komponentide temperatuur on liiga kõrge, lülitab see automaatselt keevitusvoolu välja. OC indikaator süttib ja ekraanil kuvatakse “Err” . Pärast temperatuuri jahtumist taaskäivitage seade ja on uuesti tööks valmis.
- Parameetrite reguleerimine
2.1 MMA -protsess
Kui on valitud MMA -protsess, saab seal reguleerida ainult keevitusvoolu.
2.2 TIG -protsess
Valige keevitusprotsessiks TIG, valige vahelduv- või alalisvool, valige, kas soovite impulsi kasutada või mitte. Pärast nende parameetrite valimist saate jätkata teiste allpool loetletud parameetrite väärtuste reguleerimisega.
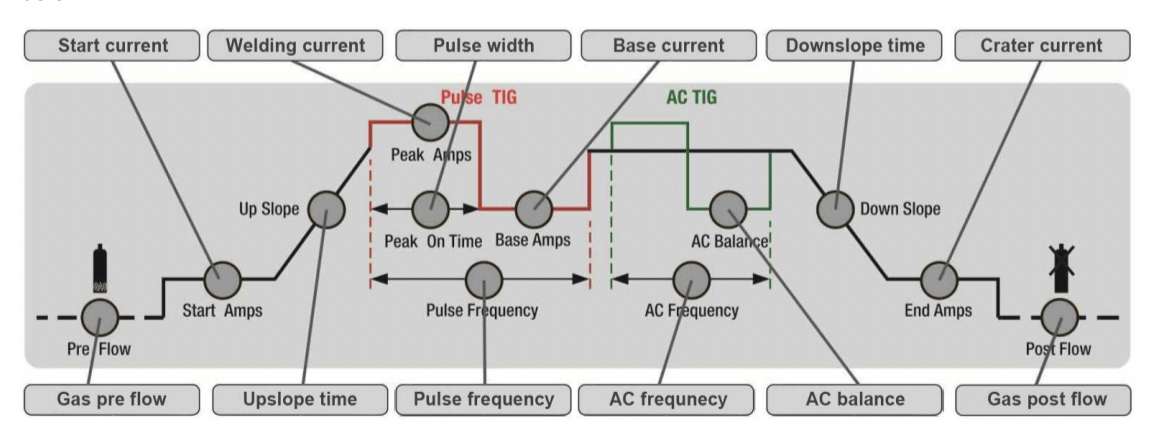
Start current – käivitusvoolu suurendamine, kui põleti päästik on aktiveeritud. Kui käivitusvool on suurem, on kaare süütamine lihtsam, kuid õhukese materjali keevitamisel peaks käivitusvool olema väiksem, et vältida töömaterjali läbipõlemist. Reguleerimisvahemik: 10A – 200A
Welding current – tegelik keevitusvool. Reguleerimisvahemik: 10A – 200A
Pulse width – Impulsi kestus (laius) võimaldab reguleerida läbitungimissügavust. Kui laius suureneb, muudab see läbitungimise sügavamaks ja vähendab materjali siseneva soojuse hulka, minimeerides õhukeste lehtede läbi põlemise ohtu. Suuremate voolude korral tuleks kasutada madalamat impulsi laiuse väärtust. Väiksemate voolude korral tuleks kasutada suuremat impulsi laiust, näiteks alla 100A voolude puhul tuleks kasutada laiust üle 50%. Reguleerimisvahemik: 10% – 90%
Base current – baasvool reageerib praeguse impulsi madalamale väärtusele. Baasvool vastutab keevitusprotsessi säilitamise eest. See hõlbustab materjali siseneva soojushulga juhtimist. Baasvoolu reguleerimine on võimalik ainult impulsskeevituse ajal. Reguleerimisvahemik: 5% – 90%
Downslope time – viitab keevitusvoolu järkjärgulisele vähendamisele. Downslope võimaldab keevitusvoolu järk -järgult vähendada, võimaldades metallil jahtuda aeglasemalt kui ilma juhtimiseta
Crater current – kraatrivool tekib pärast downslope lõppemist. See hoiab määratud voolu, et täita kraater keevisõmbluse lõpus sulametalliga. Reguleerimisvahemik: 10A – 200A
Gas pre flow – aeg päästiku aktiveerimisest kuni kaare süütamiseni. Tavaliselt peaks see olema pikem kui 0,5 sekundit, et tagada otsikule piisavalt kaitsegaasi. Pikema gaasivooliku korral peaks gaasi eelvool olema pikem.
Upslope time – aeg praeguse keevitusvooluni. Reguleerimisvahemik: 0s – 10s
Pulse frequency Impulsside sagedus – sagedus, kui sageli muutub praegune väärtus baasvoolult keevitusvooluks. Reguleerimisvahemik: 40 Hz – 200 Hz
AC frequency – vahelduvvoolu sagedus – parameeter, mida on kõige rohkem vaja alumiiniumi keevitamisel pinna puhastamiseks. Reguleerimisvahemik: 40 Hz – 200 Hz
AC balance – vahelduvvoolu tasakaal – positiivse ja negatiivse faasi kestuse suhe. Tasakaalu vähendamine suunab materjalile rohkem soojust, mille tulemuseks on kitsam ja sügavam keevis, samal ajal vähendab volframelektroodi termilist koormust. Tasakaalu suurendamine suunab materjalile vähem soojust, mille tulemuseks on laiem keevis, parem puhastamine ja madalam läbitungimine, kuid suurendab oluliselt volframelektroodi kulumist. Reguleerimisvahemik: 30% –
70%
Gaasi järelvool – aeg, mis kulub kaare väljalülitamisel kaitsegaasi täielikuks katkestamiseks. Gaasi järelvoolu aeg peaks olema piisavalt pikk, et vältida keevisliite oksüdeerumist ja volframelektroodi deformeerumist. Reguleerimisvahemik: 0s – 15s





